


E-Archive
Articles
in Vol. 3 - November Issue - Year 2002
Meeting Shot-Peening Specs While Controlling Equipment Costs

Author Robert B. Heaton; Director, Testing Laboratory for Empire Abrasive Equipment Company

Economical shot-peening system enabled a jet-engine repair shop to expand its capabilities to include work on hubs and discs.
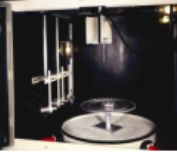
The partially automated system includes five nozzles and two oscillators to peen circumference slots as well as interior holes on jet-engine discs and hubs.

Rotating lance, which peens the interior of holes down to 0.8 centimeters in diameter, can be quickly positioned with Y-axis linear controls.
Empire Abrasive Equipment Company, a leader in air-blast technology, produces a full range of standard finishing equipment in addition to modified and specially engineered systems at its fully integrated facilities in Langhorne, Pennsylvania, USA.
An FAA-certified repair center for jet-engine parts wanted to expand business by broadening its capabilities to include parts requiring precision shot peening. At the time, the company was limited to blade and vane repairs; jobs involving extensive peening had to be turned away. To capture this lost business, the firm needed a versatile, yet economical, method for peening a variety of jet-engine discs and hubs to manufacturers’ specifications.
Unlike some finishing processes, shot peening is more than a beauty contest. Parts not peened to proper specifications can fail prematurely, sometimes with serious consequences. As a result, the worker wielding a round-headed hammer has become history in an era where automated equipment delivers an increasing advantage over human labor in terms of repeatability and accountability. But, “How much automation?” becomes the question.
Generally speaking, capital equipment costs increase and system flexibility decreases in proportion to the degree a process is automated. In repetitive tasks focused on large numbers of identical parts, these drawbacks are frequently dwarfed by gains in productivity. However, in low-volume operations involving a variety of parts, automation can be cost prohibitive.
Peening of Discs and Hubs
To meet shot peening specs on discs and hubs, the previously mentioned jet-engine repair center required an air-blast system with automated features capable of controlling critical functions including, air pressure, shot quality, flow rates, processing times and nozzle movement. In addition, the system would have to peen interior holes – some as small as 0.80 cm (5/16 in) – and exterior slots on a variety of parts ranging up to 76.2 cm (30 in) in diameter by 121.9 cm (48 in) in height. Production rates were of little concern. Precision, versatility and cost were the priorities. Bells and whistles were verboten. The company wanted to spend as little as possible on a reliable system capable of controlled peening.
With fully integrated testing, engineering, fabricating and assembly facilities located in Langhorne, Pennsylvania, USA, Empire Abrasive Equipment Company is well positioned to develop cost-effective equipment solutions tailored to customer needs. Based on sixty years’ experience in producing air-blast systems, Empire also anticipates requirements a customer may not have considered.
This jet-engine repair center serves as an example. Per the center’s request, a “bare bones” system was proposed. Taking the initiative, Empire also suggested enhancements aimed at improving the system’s operational flexibility and simplifying part set up for the operators.
Technical Details of Equipment
The skeletal system centered around a single station where the operator would load one part at a time onto a variable-speed turntable (.3 to 30 rpm). A pressure-blast system, operating at 5.52 bar (80 psi) and requiring between 5.66 cu. M/min (200 CFM) and 9.06 cu. M/min (320 CFM) of compressed air, would deliver S-110 steel shot to the circumference of discs and hubs through four blast nozzles manipulated by one vertical oscillator. For purposes of containing equipment costs, the same oscillator would control the movements of a lance attachment designed to peen the interior of holes. The basic system also included simple electronic controls for inputting processing parameters, as well as a media reclaimer and dust collector.
The American manufacturer's augmented proposal, carrying a cost increase of approximately 25 percent, focused on the customer’s current and future needs. To assure on-spec peening, flow monitors and/or controls with fault sensors for each nozzle, a precision blast-pressure regulator (+/- .07 bar, +/- 1 psi), and a vibratory screen separator for shot-size classification were recommended. To increase the system’s versatility, a separate vertical oscillator for the rotating ID lance, a positive turntable stop for fixed-part peening, and variable control of both turntable and nozzle-oscillation rates were suggested. To simplify parts handling and set up, a pull-out cart assembly and Y-axis linear lance positioner were proposed, in addition to push-button electronic control over most of the system’s functions.
The jet-engine repair center, impressed by equipment manufacturer's insights into both its current and long-term needs, selected the enhanced shot-peening system.
Empire’s product lines include automated blast systems, blast cabinets, blast rooms and portable blasters
For Information:
Empire Abrasive Equipment Company
2101 West Cabot Boulevard
Langhorne Pennsylvania 19047-1893
USA
Tel.: +1.215.752 8800, Fax: 752 9373
E-mail: airblast@empire-airblast.com
www.empire-airblast.com























