


E-Archive
Articles
in Vol. 4 - January Issue - Year 2003
Ensuring a Longer Service Life with Shot Peening

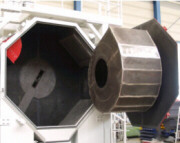
Particularly well suited for shot peening of small to medium-sized parts in charging mode: The RTC Drum Blasting Machine.


Shot peening increases the useful life of gears and spring elements
The special

R
Shot peening provides a noticeable increase in the useful live of a multitude of components in vehicle and transmission construction, in clutch systems, and in drive engineering. Modern blasting systems achieve results that exceed previous standards.
present a special challenge for companies specialized in this area. Special material and production engineering parameters have to be considered during the manufacturing process. „The highest force on the smallest area“, this special feature distinguishes springs as a means of storing mechanical energy for most varied applications. In order to achieve certain characteristic curves and applications, springs are needed in various forms and designs in order to perform important functions such as those in clutches or automatic transmissions. In sliding clutches, for example, disk springs ensure that a defined axial pressure is applied to the friction lining. They compensate for wear on the friction linings which appears during working life of the clutch. In order to fulfill the extremely stringent requirements of such components, shot peening has become indispensable as a processing step that can be infinitely repeated. In addition to a series of established facility designs, Rösler Oberflächentechnik has built a new blasting machine, which allow the shot peening of small to medium, flat and very light components with a diameter of between 4 and 100 mm and a component thickness of up to 0.6 mm.
Shot Peening in a Drum
The Rösler RTC Drum Blasting Machine was developed at the request of many producers of small, delicate, and very light components for „simple“ deburring, cleaning, and descaling, but also for ever more requested shot peening technology. Shot peening is a cold-forming process which produces internal compressive strain in the rim area of the surface. As a result, shot peening strengthens and compresses the surface, thus increasing its endurance limit.
The development of initial tension compensates for tension resulting from alternating stresses, thus preventing the formation of cold cracks and significantly prolonging the service life of the components. The decisive factor in the increase in service life is the blasting function. It determines the quality of the shot peening and is determined by the components material and shape, the blasting time, the type of abrasive, as well as by discharge velocity and the grain shape and size. This shot peening machine presented by Rösler ensures the exact coordination and reproducibility of the processing parameters.
Steel shot with a special grain fractionation or cut wire are used. The RTC range is the ideal solution for the economical and process-oriented treatment components which cannot be blasted in conventional batch or continuous tumble belt systems as they are either too small, too flat or too light.
Part Entrainment Impossible
The RTC 2.1 is designed for a charging volume of 200 litres with a maximum weight of up to 750 kg. For treatment, the components run in a perforated drum made of highly wear-resistant manganese steel (inside diameter 1420 mm). The special shape and machining of the drum means that part entrainment is impossible. Towards the outside, the drum wall is shaped like a worm gear to form a discharging chute and inlet funnel. Carrier bars are mounted inside the drum for better mixing. The blasting systems consist of a high capacity “Hurricane 42” blast wheel, which is directly driven and strategically positioned at the rear wall of the blasting chamber. The disk springs, are constantly agitated, completely covered by the blast pattern providing a reproducible uniform peen finish.
With a driving power of 22 kW, the blast media flow rate is approx. 180 kg per minute. In order to control the flow rate, the machine has an automatic media replenishment system incorporating an auxiliary blast media storage hopper, with a capacity of 40 litres. An efficient air flow separator unit with a pre-set stationary safety sieve base separates the blast media from the impurities, and undersized particles to maintain optimum blast performance. In addition to this 200 litre machine the RTC 1.1 with a maximum charging volume of 100 litres is also available.
Both machine types are loaded and unloaded automatically with a lift and tip loader and/or a special vibratory conveyor screen.
Shot Peening in Continuous Process
Bottom land and tooth area of gears and gear shafts, which are used either as sets of gears in car and truck transmissions or also as individual gears (welded constructions) in mining and special machine engineering, can be shotpeened in the Rösler Rotary Indexing Satellite Table Machine RDT 250-3S with precise timing in continuous process with a consistent and reproducible treatment results. The machine has three satellite turntable inserts, each with a diameter of 1000 mm, which are integrated into the main table level (diameter 2500 mm). For treatment, the components are placed according to the size onto the main satellites or onto adaptable single satellites. Once on the rotary plates, the parts are blasted by two high-performance blast wheels of the type “Hurricane 42”, each with a driving power of 11 kW. Each satellite turntable can carry a weight up to 50 kg. The machine can be equipped with a swivel hoist for loading/unloading especially large and heavy components.
Blast Wheel Bulkheads Reduce Charging Time
A further special feature of the machine, to reduce idle time between component transfer are the blast wheel safety bulkheads. They are positioned within the blast chamber at the blast wheels. Upon completion of the blast cycle the abrasive flow valve closes with blast wheel running. The safety bulkhead closes to prevent any media entering the blast chamber. Simultaneously the machine doors open and components are transferred without waiting for the blast wheels to ramp up and down.
As soon as the doors are closed, the bulkheads open again and the blast cycle commences.
In order to guarantee a long service life, the blasting chamber of the RDT is made of manganese steel and is lined inside with highly wear-resistant manganese protective plates.
For the blasting process, conditioned cut wire with a diameter of 0,6 mm is also used in this machine type. The blast media flow is automatically controlled and monitored. Refilling is also automatic. All essential machine parameters are controlled by the PLC for guaranteed reproduction. This is essential for constant, controlled treatment results.
For Information:
Rösler Oberflächentechnik GmbH, 96190 Untermerzbach, Germany
Tel: +49.9533-924-0
E-mail: marketing@rosler.com
























