Introduction
As magnesium alloys have high specific strength, they are expected to be used in many fields, and their fatigue strength is also required to be improved depending on the application purpose.
It was reported that cavitation peening using a submerged high-speed water jet improved the fatigue strength at 107 of magnesium alloy AM60B by about 17% [1]. In the case of magnesium alloy AZ31, the improvement of the hardness and introduction of compressive residual stress were reported [2-5], and the improvement of corrosion resistance was recognized [2, 5]. However, it was reported that it was difficult to recognize a significant improvement in fatigue strength by shot peening like steels due to the increase of the surface roughness [4]. With laser peening using laser ablation, although twins were introduced, it was difficult to improve the fatigue strength, as the work-hardening was insufficient [6].
It was revealed that the density of the stacking faults and the twins of stainless steel were affected by peening methods such as shot peening, cavitation peening and submerged laser peening different at equivalent arc-height conditions [7]. It was also reported that the relaxation of the introduced compressive residuals stress of stainless steel during fatigue was affected by the used peening methods [8]; thus, there might be a suitable peening method for the improvement of the fatigue strength of AZ31, as the increases of the surface roughness and the density of the dislocations and twins depend on the peening methods.
With conventional laser peening, local plastic deformation is introduced into the work piece by laser ablation by confining the inertial force of the shock wave using a medium such as water [9]. As is well-known, in the case of submerged laser peening, a bubble is developed after the laser ablation, and it produces the impact at the bubble collapse the same as the cavitation bubble. In the present paper, the bubble is named "laser cavitation". When the amplitude of the pressure wave in the water is measured, the pressure at the laser ablation is bigger than that of the bubble collapse [10-12]. However, in the case of the impact passing through materials, the impact of the bubble collapse appears larger than that of the laser ablation [11, 12]. It has been reported that the ratio of surface dents and plastic regions inside the material reveal that cavitation peening has properties intermediate between shot peening and laser peening [13], and this might depend on the strain rate at the peening [14]. Namely, the mechanism of the production of the plastic deformation pit during the peening process is very important. At conventional cavitation peening, "hydrodynamic cavitation", which is generated by a submerged high-speed water jet with cavitation, i.e., a cavitating jet, has been used [15]. In the present experiment, "hydrodynamic cavitation” and “laser cavitation" were used for cavitation peening.
In the present paper, in order to investigate fatigue properties of AZ31 by cavitation peening, specimens made of AZ31B were treated by cavitation peening using a submerged jet and a pulse laser and then evaluated by a plane-bending fatigue test compared with shot peening.
Material and Methods
The tested material was magnesium alloy AZ31B, the thickness of the specimen was 4 mm, and the edges of the specimens were rounded at 1 mm in radius by end-milling. Fatigue properties were evaluated by a displacement-controlled plane-bending fatigue tester.
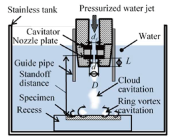
The specimens were treated by cavitation peening using the cavitating jet (Fig. 1) and the pulse laser (Fig. 2). At the cavitating jet, the injection pressure was 30 MPa and the nozzle throat diameter d was 2 mm. In the case of cavitation peening using the jet, specimens were treated at 18.75 mm/min with and without the recess. "Cavitation peening using jet + polishing", which means that cavitation peening using the jet at 18.75 mm/min with the recess and the polishing after cavitation peening to reduce the surface roughness, was also investigated.
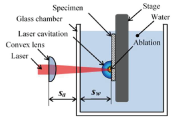
For the cavitation peening system using the pulse laser, Nd:YAG laser with Q-switch, whose wave length was 1,064 nm and the maximum pulse energy was 0.35 J, was used.
The specimens were treated at 16 pulse/mm2 considering the fatigue life changing with the pulse density.
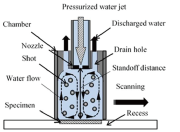
In order to investigate the comparison of the fatigue properties between cavitation peening and shot peening, specimens were also treated by a recirculating-type shot peening accelerated by a water jet through three holes of 0.8 mm in diameter with the injection pressure of 15 MPa, as shown in Fig. 3. The diameter and the number of the shots were 3.2 mm and 500 respectively. The inner diameter of the chamber was 54 mm and the standoff distance was 50 mm. The specimens were treated at 30 mm/min.
Improvement of Fatigue Strength by cavitation peening and shot peening
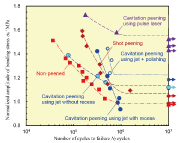
Figure 4 illustrates the result of the bending fatigue test. Figure 5 shows the surface aspect of the specimens observed by a digital microscope. The amplitude of the bending stress was normalized by the fatigue strength of the non-peened sample at 107 obtained by Little’s method [16], i.e., 96.8 MPa. Note that the fatigue properties by shot peening were affected by the geometry of the recess, as recess was deformed by the plastic deformation by the shots. As shown in Fig. 4, the fatigue strength of the cavitation peening using the pulse laser was best, the cavitation peening + polishing was second, the cavitation peening using the jet without recess was third, and shot peening was fourth. In the case of cavitation peening using the jet with recess, the fatigue life at relatively high amplitude of the bending stress was better than those of the shot peening and the cavitation peening without recess. However, the fatigue life at relatively low amplitude of the bending stress was shorter than that of the non-peened sample.
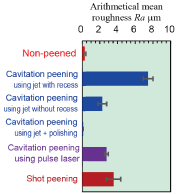
In order to investigate the reason for the fatigue properties, Fig. 6 reveals the surface roughness of the specimens and Fig. 7 shows the aspect of the edge of the specimens. As shown in Figs. 5, 6 and 7, the surface of the cavitation peening with recess was rougher than that of the cavitation peening without recess. In the case of cavitation peening, the impact force at the bubble collapse increases with the pressure at the bubble collapse region. When the recess was used, the impinging pressure on the specimen surface was increased, then the impact force of the bubble collapse was increased. Thus, the surface with the recess was rougher than that of without recess.
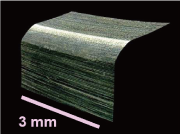
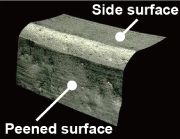
As shown in Fig. 7, the edge of the shot peening was deformed by the collision of the shots. On the other hand, the edge of both cavitation peening using the jet and the pulse laser was scarcely deformed by the impacts. When cavitation peening with the recess and without the recess were compared, the edge of cavitation peening without recess was smoother.
Conclusions
In order to demonstrate the improvement of fatigue properties of magnesium alloy AZ31B by cavitation peening, AZ31B was treated by submerged water jet and submerged pulse laser methods and then tested by the plane-bending fatigue test. It was revealed that the fatigue strength at 107 was improved 1.55-fold by cavitation peening using the pulse laser compared with that of the non-peened sample.
Acknowledgement
This work was partly supported by JSPS KAKENHI Grant Number 18KK0103 and 20H02021.
References
[1] H. Soyama, and N. Miyamoto, "Improvement of Fatigue Strength of Light Metallic Materials by Cavitation Peening," Proc. 1st Inter. Workshop on Cavitation Peening and Related Phenomena, pp. 29-30, 2015.
[2] S. Bagherifard et al., "Effects of nanofeatures induced by severe shot peening (SSP) on mechanical, corrosion and cytocompatibility properties of magnesium alloy AZ31," Acta Biomaterialia, vol. 66, pp. 93-108, 2018.
[3] M. Jamalian, and D. P. Field, "Effects of shot peening parameters on gradient microstructure and mechanical properties of TRC AZ31," Materials Characterization, vol. 148, pp. 9-16, 2019.
[4] K. Nambu et al., "Influence of Wetblast Treatment on Fatigue Strength of Magnesium Alloy AZ31," Advanced Surface Enhancement, Incase 2019, Lecture Notes in Mechanical Engineering, pp. 19-25, 2020.
[5] L. B. Peral et al., "Effect of warm shot peening treatments on surface properties and corrosion behavior of AZ31 magnesium alloy," Surface & Coatings Technology, vol. 401, no. 126285, pp. 1-12, 2020.
[6] B. Mao et al., "The influence of surface pre-twinning on the friction and wear performance of an AZ31B Mg alloy," Applied Surface Science, vol. 480, pp. 998-1007, 2019.
[7] M. Kumagai et al., "Depth-profiling of residual stress and microstructure for austenitic stainless steel surface-treated by cavitation, shot and laser peening," Materials Science and Engineering A, vol. 813, no. 141037, pp. 1-8, 2021.
[8] H. Soyama et al., "Effect of compressive residual stress introduced by cavitation peening and shot peening on the improvement of fatigue strength of stainless steel," Journal of Materials Processing Technology, vol. 288, no. 116877, pp. 1-10, 2021.
[9] Y. Sano et al., "A Mechanism for Inducing Compressive Residual Stresses on a Surface by Laser Peening without Coating," Metals, vol. 10, no. 6, pp. 1-12, 2020.
[10]A. Sasoh et al., "Behavior of Bubbles Induced by the Interaction of a Laser Pulse with a Metal Plate in Water," Applied Physics A, vol. 80, pp. 1497-1500, 2005.
[11]H. Soyama, "Comparison between the Improvements Made to the Fatigue Strength of Stainless Steel by Cavitation Peening, Water Jet Peening, Shot Peening and Laser Peening," Journal of Materials Processing Technology, vol. 269, pp. 65-78, 2019.
[12]H. Soyama, "Laser Cavitation Peening and Its Application for Improving the Fatigue Strength of Welded Parts," Metals, vol. 11, no. 4, pp. 1-15, 2021.
[13]S. Kanou et al., "Effect of the impact energy of various peening techniques on the induced plastic deformation region," Journal of Materials Processing Technology, vol. 212, no. 10, pp. 1998-2006, 2012.
[14]S. Kanou et al., "Analysis of the formation of plastic deformation layer on the surface of polycrystalline metals subjected to a micro-size high-rate shot impact," International Journal of Mechanical Sciences, vol. 75, pp. 316-323, 2013.
[15]H. Soyama, "Cavitating Jet: A Review," Applied Sciences, vol. 10, pp. 1-27, 2020.
[16]R. E. Little, "Estimating the Median Fatigue Limit for Very Small Up-and-Down Quantal Response Tests and for S-N Data with Runouts," ASTM STP, vol. 511, pp. 29-42, 1972.
Hitoshi Soyama (Ph.D. in Eng.) Professor
Department of Finemechanics
Tohoku University
6-6-01 Aoba, Aramaki, Aoba-ku, Sendai
980-8579, Japan
E-mail: soyama@mm.mech.tohoku.ac.jp